

























Trong ngành sản xuất tôn thép (tôn mạ kẽm, tôn màu, tôn lạnh), trục chuyển hướng đóng vai trò then chốt trong dây chuyền xử lý cuộn thép liên tục. Đây là bộ phận chịu lực lớn, tiếp xúc trực tiếp với dải thép di chuyển ở tốc độ cao, chịu ma sát, áp suất và môi trường ăn mòn. Sau thời gian vận hành, bề mặt trục dễ bị mòn, xước hoặc rỗ, dẫn đến giảm độ chính xác dẫn hướng, gây lỗi sản phẩm và gián đoạn sản xuất. Công nghệ phun phủ HVOF (High Velocity Oxy-Fuel) tại Metal Solutions với giải pháp phục hồi và sửa chữa tối ưu, mang lại lớp phủ Tungsten Carbide có độ cứng cao, độ xốp thấp và tuổi thọ vượt trội so với phương pháp mạ crom truyền thống.
Bài viết này phân tích chuyên sâu từ góc độ kỹ thuật, quy trình, lợi ích, so sánh và các yếu tố thực tiễn áp dụng cho trục chuyển hướng trong ngành tôn, giúp doanh nghiệp hiểu rõ lý do HVOF trở thành lựa chọn hàng đầu.
Trục chuyển hướng trong ngành tôn: cấu tạo, vai trò và thách thức kỹ thuật

Trục chuyển hướng (hay còn gọi là deflector roll, steering roll, bridle roll trong dây chuyền Continuous Galvanizing Line – CGL hoặc Color Coating Line – CCL) là các trục lăn lớn có đường kính thường từ 500–1200 mm, chiều dài 1000–2000 mm. Chúng nằm ở các vị trí thay đổi hướng dải thép (entry/exit section, tower, cooling section), kiểm soát độ căng, thẳng hàng và hướng di chuyển của cuộn tôn.
Vai trò chính:
- Đảm bảo dải thép di chuyển ổn định mà không lệch tâm hoặc nhăn.
- Chịu tải trọng cao (áp lực tiếp xúc lên đến hàng chục tấn).
- Duy trì độ nhám bề mặt để tạo ma sát cần thiết (thường Ra 0.2–1.5 µm tùy vị trí).
Thách thức kỹ thuật điển hình:
- Mài mòn do ma sát liên tục với bề mặt thép (abrasive wear).
- Ăn mòn hóa học từ dung dịch mạ kẽm nhôm (zinc/aluminum attack) hoặc hóa chất tẩy rửa.
- Biến dạng nhiệt do chu kỳ nóng-lạnh (thermal shock).
- Rỉ sét, rỗ bề mặt sau 6–12 tháng vận hành liên tục.
- Hậu quả: Giảm chất lượng bề mặt tôn (vết xước, gợn sóng), tăng downtime bảo trì, chi phí thay mới cao (mỗi trục có thể lên đến hàng trăm triệu đồng).
Theo kinh nghiệm từ các nhà máy tôn Việt Nam, mạ crom truyền thống chỉ duy trì tuổi thọ 3–6 tháng ở điều kiện khắc nghiệt, buộc phải thay hoặc phục hồi thường xuyên.
Công nghệ phun phủ HVOF triển khai bởi Metal Solutions tại Việt Nam

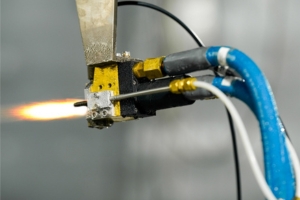
HVOF là phương pháp phun phủ nhiệt kim loại tốc độ cao sử dụng hỗn hợp oxy và nhiên liệu (kerosene hoặc hydro) đốt cháy trong buồng kín, tạo khí tốc độ siêu thanh (> Mach 1, khoảng 2000–3000 ft/s). Bột kim loại (thường Tungsten Carbide – WC) được phun với vận tốc cao, va chạm mạnh vào bề mặt, tạo lớp phủ đặc chắc.
Các thông số kỹ thuật cốt lõi của HVOF:
- Nhiệt độ ngọn lửa: 2500–3000°C, nhưng nhiệt truyền đến chi tiết thấp (dưới 150°C) → tránh biến dạng nhiệt.
- Tốc độ hạt bột: 1600 m/s → năng lượng va chạm cực lớn.
- Độ dày lớp phủ: 0.1–1 mm (có thể lên đến 12 mm ở một số ứng dụng).
- Vật liệu phổ biến cho trục chuyển hướng ngành tôn: WC-Co (tungsten carbide-cobalt) hoặc WC-CoCr (thêm chromium tăng chống ăn mòn).
Đặc tính lớp phủ HVOF (dựa trên tiêu chuẩn kỹ thuật):
- Độ cứng: 68 – 72 HRC – cao gấp 3–5 lần thép gốc.
- Độ xốp: <0.5–1% (rất thấp, gần như kín khí).
- Độ bám dính: >10.000 psi (khoảng 70 MPa) – liên kết cơ học mạnh.
- Kháng mài mòn: Xuất sắc ở điều kiện abrasive và erosive.
- Kháng oxy hóa: Tốt đến 500–1000°C.
So với các công nghệ phun phủ khác (Plasma Spray, Flame Spray), HVOF nổi bật nhờ mật độ cao và ít oxy hóa bột trong quá trình phun.
Lý do phun phủ HVOF là giải pháp tối ưu cho trục chuyển hướng ngành tôn thép

Công nghệ phun phủ HVOF tại Metal Solutions không chỉ phục hồi mà còn nâng cấp hiệu suất trục chuyển hướng. Dưới đây là phân tích tối ưu theo các khía cạnh:
- Chống mài mòn và kéo dài tuổi thọ Lớp WC-CoCr chịu ma sát liên tục tốt hơn crom 3–5 lần. Nhiều nhà máy tôn báo cáo tuổi thọ tăng từ 6 tháng lên 18–36 tháng.
- Giảm ma sát và cải thiện chất lượng sản phẩm Sau phun và mài bóng (Ra <0.02 µm), bề mặt trục giảm lực cản, hạn chế vết xước trên tôn, tăng độ bóng và phẳng của sản phẩm cuối.
- Kháng ăn mòn trong môi trường mạ kẽm Chromium trong WC-CoCr tạo lớp bảo vệ thụ động, chống zinc attack – vấn đề lớn của sink roll và deflector roll trong bể mạ.
- Tiết kiệm chi phí dài hạn Phục hồi một trục bằng HVOF chỉ bằng 30–50% chi phí thay mới. Giảm downtime 50–70%, tăng năng suất dây chuyền.
- Thân thiện môi trường Không sử dụng hóa chất độc hại như crom hexavalent (Cr6+) trong mạ crom – tuân thủ quy định RoHS và môi trường ngày càng nghiêm ngặt.
So sánh nhanh HVOF vs Mạ Crom (phương pháp cũ):
| Tiêu chí | HVOF (WC-CoCr) | Mạ Crom truyền thống | Ưu thế HVOF |
| Tuổi thọ | 18–36 tháng | 3–6 tháng | Gấp 3–5 lần |
| Độ cứng | 1100–1600 HV | 800–1000 HV | Cao hơn, ổn định hơn |
| Độ xốp | <0.5–1% | 1–5% | Thấp hơn, kín hơn |
| Độ bám dính | >10.000 psi | Trung bình | Mạnh hơn, ít bong tróc |
| Kháng ăn mòn | Xuất sắc (có Cr) | Trung bình | Tốt hơn trong bể kẽm |
| Chi phí bảo trì | Thấp dài hạn | Cao do thay thường xuyên | Tiết kiệm 50–70% |
| Tác động môi trường | Thấp (không Cr6+) | Cao (chứa Cr6+) | Xanh hơn |
HVOF còn vượt trội hơn HVAF ở một số ứng dụng cần kiểm soát nhiệt chính xác.
Quy trình phun phủ HVOF cho trục chuyển hướng – Metal Solutions
Quy trình tiêu chuẩn (theo thực tiễn tại Xưởng Metal Solutions):
- Kiểm tra và tháo rời: Đo lường độ mòn, biến dạng bằng thiết bị chính xác.
- Làm sạch và chuẩn bị bề mặt: Phun cát, mài để tạo nhám (Ra 3–6 µm) tăng bám dính.
- Phun lớp phủ HVOF: Sử dụng súng HVOF công nghiệp, phun bột WC-CoCr nhiều lớp (đều đặn, kiểm soát nhiệt độ chi tiết <150°C).
- Gia công tinh: đánh bóng để đạt độ nhám yêu cầu.
- Kiểm tra chất lượng: Đo độ dày, độ cứng, độ xốp (metallography), thử bám dính.
Lợi ích kinh tế – vận hành và các yếu tố thực tế áp dụng
Áp dụng công nghệ phun phủ HVOF tại Việt Nam giúp nhà máy tôn thép nội địa giảm chi phí bảo trì 40–60%, tăng uptime lên 95%+. Trong tình hình cạnh tranh khốc liệt của ngành tôn Việt Nam, giải pháp này không chỉ nâng cao chất lượng sản phẩm mà còn hỗ trợ chuyển đổi xanh (giảm chất thải độc hại).
Các yếu tố cần cân nhắc:
- Chi phí ban đầu cao hơn mạ crom nhưng ROI nhanh (6–12 tháng).
- Yêu cầu nhà thầu có thiết bị HVOF hiện đại và kinh nghiệm ngành tôn.
- Bảo dưỡng định kỳ: Kiểm tra lớp phủ mỗi 6 tháng để phát hiện sớm.
Kết luận: HVOF – Bước tiến kỹ thuật cho trục chuyển hướng ngành tôn
Phun phủ HVOF không chỉ là phương pháp phục hồi mà là giải pháp kỹ thuật toàn diện cho trục chuyển hướng trong ngành tôn. Với lớp Tungsten Carbide đặc chắc, độ bền vượt trội và chi phí vận hành thấp, công nghệ này giúp doanh nghiệp tối ưu hóa dây chuyền, nâng cao chất lượng tôn và cạnh tranh bền vững.
Nếu nhà máy bạn đang gặp vấn đề về mòn trục chuyển hướng, việc áp dụng HVOF sẽ mang lại lợi ích rõ rệt về kỹ thuật lẫn kinh tế. Liên hệ các đơn vị chuyên phun phủ nhiệt uy tín để được tư vấn quy trình cụ thể cho thiết bị của bạn.


Liên Hệ Tư Vấn MIỄN PHÍ Ngay