

























Trong các nhà máy sản xuất vật liệu cuộn, sản phẩm cán thép, nhôm, hoặc các dây chuyền xử lý vật liệu tấm, trục cán (rolling mill roll) đóng vai trò quan trọng trong việc dẫn hướng, truyền tải và tạo hình sản phẩm. Bề mặt của trục cán phải chịu tải trọng cực lớn, chịu ma sát liên tục với vật liệu cán và môi trường công nghiệp khắc nghiệt. Vì vậy, sau một thời gian vận hành, trục cán thường xuất hiện hiện tượng mòn theo chu vi, rỗ bề mặt, xước sâu và thay đổi kích thước làm việc, trực tiếp ảnh hưởng đến chất lượng sản phẩm và độ ổn định của dây chuyền.
Trục cán có vai trò quyết định đến độ phẳng, độ đồng đều độ dày và bề mặt của vật liệu cuộn. Khi bề mặt trục không còn nguyên vẹn, các yếu tố này bị biến động, làm tăng rung động, tăng lực cán và gây lỗi sản phẩm. Do chi phí chế tạo trục mới rất lớn và thời gian thi công kéo dài, các giải pháp phục hồi bề mặt trục cán mòn đã trở thành lựa chọn ưu tiên, trong đó công nghệ phun phủ Arc Spray nổi bật bởi khả năng tái tạo bề mặt hiệu quả mà không gây biến dạng cho chi tiết.
Nguyên nhân mòn và rỗ bề mặt trục cán

Trong quá trình vận hành, bề mặt trục cán chịu tác động của nhiều yếu tố cùng lúc:
- Ma sát cơ học liên tục từ vật liệu cán với tốc độ cao gây hao mòn dần theo thời gian.
- Tải trọng lớn và dao động tải trong các công đoạn dừng – chạy – tăng lực đột ngột.
- Ảnh hưởng của môi trường nóng, bụi và tạp chất khiến bề mặt bị rỗ, oxi hóa và xỉ sắt bám dính.
- Tiếp xúc cục bộ với vật liệu cứng (như các hạt kim loại bên trong cuộn) tạo ra rãnh và vết xước sâu theo vòng trục.
Những dạng hư hỏng này thường “lan rộng” khi một vùng bị hỏng chưa được xử lý kịp thời, khiến trục nhanh chóng mất khả năng truyền tải ổn định và dẫn tới lỗi sản phẩm, rung động bất thường hoặc hư hỏng liên quan đến cụm ổ trục.
Giới hạn của phương pháp sửa chữa trước đây
Trước khi công nghệ phun phủ kim loại được ứng dụng rộng rãi, các phương pháp sửa chữa bề mặt trục cán truyền thống như:
- Tiện lại bề mặt giảm đường kính — hiệu quả tạm thời, nhưng làm thay đổi kích thước làm việc ban đầu và không nâng cao khả năng chống mòn trong tương lai.
- Hàn đắp tay — thường gây nóng cục bộ, tạo ứng suất nhiệt lớn, dẫn đến biến dạng trục, cong vênh, méo hình học, và đôi khi nứt sau hàn.
- Mạ kim loại cứng (như mạ crom) — hiệu quả trong một số điều kiện mài mòn nhẹ, nhưng thường bị bong tróc, nứt xỉ dưới tải cao, và không chịu được môi trường khắc nghiệt.
Những hạn chế này là nguyên nhân chính khiến các nhà máy tìm đến các giải pháp phun phủ nhiệt kim loại hiện đại hơn để phục hồi trục cán.
Công nghệ phun phủ nhiệt Arc Spray – Metallisation là gì?

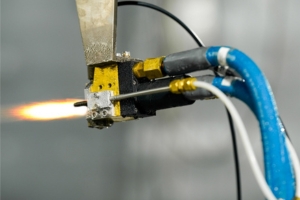
Công nghệ phun phủ kim loại Arc Spray Metallisation là phương pháp phun phủ nhiệt sử dụng cặp dây dẫn điện cực (wire arc) làm nguyên liệu phủ. Khi dòng điện chạy giữa hai dây, hồ quang điện hình thành, nung chảy bề mặt hai sợi dây kim loại. Đồng thời, khí nén được sử dụng để phun các hạt kim loại nóng chảy lên bề mặt chi tiết cần phục hồi. Các hạt này tạo thành một lớp phủ kim loại liên tục với độ bám dính cơ học cao.
Arc Spray Metallisation có nhiều ưu điểm so với các công nghệ phun phủ khác:
- Nhiệt độ phun thấp hơn so với hàn đắp hoặc mạ niken. Không gây biến dạng, không cong vênh chi tiết.
- Tốc độ phun nhanh, hiệu suất cao. Rút ngắn thời gian thi công.
- Chi phí vật liệu và vận hành thấp hơn nhiều phương pháp khác.
- Có thể phun đồng đều trên diện rộng, kể cả chi tiết kích thước lớn như trục cán.
Do đó, đây là công nghệ phù hợp cho phục hồi bề mặt trục cán mòn và rỗ ở các dây chuyền sản xuất công nghiệp.
Quy trình phun phủ Arc Spray phục hồi trục cán
Để đảm bảo kết quả phục hồi chất lượng cao, quy trình phun phủ nhiệt kim loại của Metal Solutions cho trục cán được triển khai theo các bước kỹ thuật chuẩn hoá:
1. Đánh giá nguyên trạng
Kỹ sư MS tiến hành đo kiểm độ mòn, sai lệch đường kính, độ rỗ và phân tích các vị trí hư hỏng để xác định vùng phủ và chiều dày cần bù.
2. Chuẩn bị bề mặt
Bề mặt trục cán được xử lý bằng phun bi, mài thô hoặc dùng dụng cụ chuyên dụng để loại bỏ gỉ, oxi hóa và tạo nhám kiểm soát. Điều này giúp tăng độ bám dính của lớp phủ kim loại mới.
3. Thi công phun phủ Arc Spray
Hệ thống phun phủ kim loại của Metallisation, hai dây kim loại vật liệu (thường là các hợp kim chống mòn hoặc thép hợp kim tăng cứng) được nung nóng bởi hồ quang và phun đều lên bề mặt trục. Dòng phun, góc phun và vận tốc di chuyển được kiểm soát tự động hóa nhằm đạt đồng nhất lớp phủ.
4. Hoàn thiện sau phủ
Sau khi phun phủ, trục cán được gia công tinh (mài, nắn, cân chỉnh) để đạt chính xác đường kính, độ tròn và độ nhẵn bề mặt theo thiết kế ban đầu, đảm bảo tương thích với phớt, bạc lót và các bộ phận liên quan.
Ưu điểm kỹ thuật của phục hồi bằng Arc Spray Metallisation
Phục hồi bề mặt trục cán bằng phun phủ kim loại công nghệ Arc Spray mang lại nhiều lợi ích kỹ thuật nổi bật:
- Không ảnh hưởng nhiệt đến kết cấu trục: Nhiệt lượng trong quá trình phun thấp nên không gây méo, cong vênh như hàn đắp cao nhiệt.
- Độ bám dính và liên kết cơ học tốt: Lớp phủ gắn chặt với vật liệu nền, giảm nguy cơ bong tróc khi trục hoạt động tải lớn.
- Khả năng chống mòn gấp 3-5 lần phương pháp mạ crom: Lớp phủ được chọn vật liệu phù hợp giúp tăng khả năng chống mài mòn từ lực ma sát tiếp xúc của vật liệu cán.
- Giữ nguyên hình học chi tiết: Sau phun phủ và gia công tinh, trục cán có thể đạt dung sai kích thước chặt chẽ, đảm bảo tiêu chuẩn kỹ thuật của dây chuyền.
- Tiết kiệm thời gian và chi phí: Quy trình phun phủ nhanh, ít yêu cầu nhiệt độ cao hay gá lắp phức tạp giúp giảm thời gian dừng máy và giảm chi phí sửa chữa.
Ứng dụng thực tế
Công nghệ phun phủ kim loại phục hồi Arc Spray đã được ứng dụng rộng rãi trong các nhà máy sản xuất:
- Trục cán, rulo dẫn hướng trong sản xuất thép cuộn và tôn lạnh / tôn kẽm.
- Trục nghiền, trục nạp liệu trong công nghiệp nặng.
- Các trục chịu ma sát cao trong dây chuyền gỗ – nhựa – vật liệu xây dựng.
- Bệ lăn – con lăn trong hệ thống băng tải và vận chuyển liên tục.
Kết quả là chi tiết được phục hồi hoạt động trơn tru, độ mòn giảm đáng kể, và chu kỳ hoạt động bền bỉ hơn so với sử dụng phương pháp truyền thống.
Kết luận
Phục hồi trục cán mòn và rỗ bề mặt bằng công nghệ phun phủ kim loại Arc Spray với hệ thống Metallisation là giải pháp kỹ thuật hiệu quả, đặc biệt phù hợp với các chi tiết lớn và yêu cầu độ chính xác cao. Nhờ nhiệt độ phun thấp, không gây cong vênh – biến dạng, và độ bám dính lớp phủ cao, phương pháp này không chỉ khôi phục kích thước làm việc ban đầu mà còn tăng đáng kể khả năng chịu mòn cho trục cán trong điều kiện vận hành khắc nghiệt. Đây là hướng tiếp cận sửa chữa bề mặt được ưu tiên trong các doanh nghiệp sản xuất công nghiệp hiện đại — nơi hiệu suất thiết bị và chi phí bảo trì đóng vai trò then chốt trong vận hành.


Liên Hệ Tư Vấn MIỄN PHÍ Ngay