

























Trong các hệ thống động cơ công nghiệp, trục khuỷu động cơ là một trong những chi tiết chịu tải phức tạp nhất. Trong quá trình vận hành, chi tiết này phải làm việc liên tục dưới tác động đồng thời của tải uốn, tải xoắn, dao động chu kỳ và ma sát tại các cổ trục lắp bạc hoặc vòng bi. Chỉ cần bề mặt cổ trục xuất hiện mài mòn hoặc sai lệch kích thước nhỏ cũng có thể làm mất ổn định màng dầu bôi trơn, gia tăng rung động và dẫn đến hư hỏng toàn bộ cụm động cơ.
Đối với các động cơ công suất lớn trong ngành điện, tàu thủy, máy ép hoặc công nghiệp nặng, việc thay mới trục khuỷu thường có chi phí rất lớn và thời gian gia công kéo dài. Vì vậy, giải pháp phục hồi bằng công nghệ phun phủ hồ quang dây đôi đang được ứng dụng rộng rãi nhờ khả năng bù kích thước chính xác mà vẫn hạn chế ảnh hưởng nhiệt lên vật liệu nền.
Vì sao trục khuỷu động cơ thường hư hỏng tại vị trí cổ trục?

Bản chất làm việc của trục khuỷu là chịu tải động liên tục trong điều kiện tốc độ quay cao và áp lực tiếp xúc lớn tại bề mặt làm việc. Khi màng dầu bôi trơn mất ổn định hoặc xuất hiện tạp chất trong dầu, bề mặt cổ trục bắt đầu xảy ra hiện tượng cào xước và bóc tách vi mô.
Theo thời gian vận hành, các dạng hư hỏng thường phát triển dưới dạng:
- Mòn cổ trục
- Xước bề mặt
- Cháy bề mặt do ma sát
- Rỗ vi mô
- Mất độ tròn
- Giảm độ đồng tâm
Quá trình hư hỏng thường diễn ra tăng dần theo chu kỳ tải. Khi khe hở bạc tăng lên do mài mòn, áp suất dầu thay đổi và tải va đập lên cổ trục càng lớn hơn, từ đó tiếp tục đẩy nhanh tốc độ phá hủy bề mặt.
Với các trục khuỷu kích thước lớn, nếu sử dụng hàn đắp truyền thống để phục hồi, nhiệt đầu vào cao có thể gây cong vênh, phát sinh ứng suất dư hoặc thay đổi cấu trúc luyện kim của nền thép. Đây là lý do công nghệ phun phủ hồ quang dây đôi được ưu tiên trong nhiều ứng dụng phục hồi trục quay chính xác.
Công nghệ phun phủ hồ quang dây đôi hoạt động như thế nào?

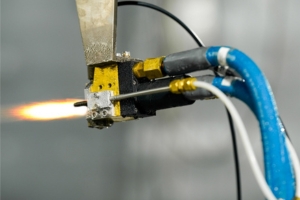
Phun phủ hồ quang dây đôi là công nghệ sử dụng hai dây kim loại tạo thành hồ quang nóng chảy tại đầu súng phun. Dòng khí nén tốc độ cao sẽ phân tán kim loại nóng chảy thành các hạt rất nhỏ và gia tốc chúng bám lên bề mặt chi tiết đã được xử lý nhám trước đó.
Khác với hàn đắp, nguồn nhiệt của quá trình gần như tập trung tại đầu súng phun chứ không truyền sâu vào chi tiết. Vì vậy nhiệt độ bề mặt trục trong quá trình phục hồi thường thấp hơn rất nhiều so với phương pháp hàn truyền thống, giúp hạn chế cong vênh và giảm nguy cơ phát sinh ứng suất nhiệt.
Đây là ưu điểm đặc biệt quan trọng đối với trục khuỷu vì chi tiết này yêu cầu độ đồng tâm và độ chính xác hình học rất cao. Chỉ cần biến dạng nhỏ cũng có thể làm thay đổi phân bố tải trên bạc trục và ảnh hưởng trực tiếp đến tuổi thọ động cơ.
Đặc biệt, nhiệt độ truyền vào chi tiết trong suốt quá trình phun được kiểm soát nghiêm ngặt dưới 100°C. Đây là mức nhiệt độ lý tưởng giúp loại bỏ hoàn toàn hiện tượng biến dạng cong vênh hay sinh ứng suất dư – điều mà các phương pháp hàn đắp truyền thống (bơm nhiệt lên tới hơn 1000°C) không thể nào làm được. Với công nghệ này, bản chất luyện kim và độ bền mỏi (fatigue strength) nguyên bản của cốt trục khuỷu được bảo toàn nguyên vẹn.
Vì sao phun phủ hồ quang dây đôi phù hợp cho phục hồi trục khuỷu?

Một trong những ưu điểm lớn nhất của công nghệ này là khả năng phục hồi cục bộ mà không làm ảnh hưởng lớn đến kết cấu nền của chi tiết. Với các vị trí chỉ mòn tại cổ trục hoặc vùng lắp bạc, kỹ sư có thể xử lý đúng khu vực hư hỏng thay vì phải gia công toàn bộ trục.
Lớp phủ được hình thành theo cấu trúc xếp lớp đặc trưng của công nghệ phun nhiệt, đạt lực bám dính cơ học cực cao (từ 30 đến 45 MPa) lên nền thép đã được bắn cát tạo nhám đạt tiêu chuẩn Sa 2.5. Bằng việc lựa chọn dòng dây phun hợp kim hệ Fe-Cr chuyên dụng, lớp phủ sau khi hoàn thiện đạt độ cứng tối ưu trong khoảng 35 – 45 HRC. Độ cứng này không những chống mài mòn vượt trội mà còn có tính ‘nhường nhịn’ tương thích hoàn hảo với bạc lót, không gây hiện tượng bó trục hay phá hủy bạc trong quá trình vận hành.
Ngoài ra, công nghệ này còn có lợi thế về thời gian sửa chữa. So với chế tạo mới hoặc hàn đắp gia công lại toàn bộ, phun phủ hồ quang dây đôi giúp rút ngắn đáng kể thời gian phục hồi thiết bị, đặc biệt với các trục kích thước lớn hoặc thiết bị nhập khẩu khó thay thế.
Hiện nay, công nghệ phun phủ nhiệt được ứng dụng rộng rãi trong phục hồi cổ trục, trục rotor, trục vít và các chi tiết quay chính xác nhờ khả năng giảm biến dạng nhiệt và phục hồi kích thước hiệu quả.
Gia công hoàn thiện quyết định độ ổn định sau phục hồi
Sau khi phun phủ, trục khuỷu phải tiếp tục trải qua các công đoạn gia công cơ chính xác để đưa chi tiết trở về đúng dung sai thiết kế. Đây là bước cực kỳ quan trọng vì bề mặt cổ trục ảnh hưởng trực tiếp đến ổn định màng dầu bôi trơn trong quá trình vận hành.
Các thông số thường phải kiểm soát chặt gồm:
- Độ tròn
- Độ đồng tâm
- Độ đảo hướng kính
- Độ nhám bề mặt
- Kích thước lắp bạc
Nếu độ nhám quá lớn hoặc hình học cổ trục không ổn định, màng dầu sẽ khó duy trì liên tục khi động cơ hoạt động ở tải cao. Khi đó hiện tượng ma sát khô cục bộ sẽ xuất hiện và tiếp tục đẩy nhanh tốc độ hư hỏng của bạc cũng như cổ trục.
Vì vậy, chất lượng thực tế của phục hồi trục khuỷu không chỉ phụ thuộc vào lớp phủ mà còn nằm ở toàn bộ quy trình xử lý bề mặt, kiểm soát nhiệt, lựa chọn vật liệu và gia công hoàn thiện sau cùng.
Kết luận
Phục hồi trục khuỷu bằng công nghệ phun phủ hồ quang dây đôi là câu trả lời toàn diện cho bài toán tiến độ và chi phí của các nhà máy nhiệt điện, thủy điện, đội tàu biển và các xưởng công nghiệp nặng. Thay vì phải chi trả những khoản ngân sách khổng lồ và chờ đợi từ 3 đến 6 tháng để nhập khẩu một trục khuỷu mới từ nước ngoài, giải pháp phun phủ nhiệt cho phép tái sinh chi tiết ngay tại xưởng với thời gian rút ngắn tối đa.
Khi được thực hiện bởi quy trình kiểm soát nghiêm ngặt từ khâu xử lý bề mặt, phun phủ hợp kim cho đến mài tinh chính xác và kiểm tra độ đảo (Run-out) dưới 0.02 mm, trục khuỷu sau phục hồi hoàn toàn sẵn sàng quay trở lại buồng máy, đảm bảo màng dầu bôi trơn hoàn hảo và sự vận hành êm ái cho toàn bộ hệ thống động cơ.


Liên Hệ Tư Vấn MIỄN PHÍ Ngay