

























Trong các dây chuyền sản xuất tôn thép hiện đại, trục piston không đơn thuần là chi tiết truyền lực mà là thành phần trực tiếp quyết định độ ổn định của toàn bộ hệ thống ép, cán và điều khiển tải. Khác với các cơ cấu quay thông thường, trục piston làm việc trong điều kiện tải nén – kéo chu kỳ cao, kết hợp với môi trường bụi kim loại, ẩm và đôi khi có tính ăn mòn, khiến bề mặt làm việc liên tục chịu tác động của mài mòn cơ học, ăn mòn hóa học và mỏi bề mặt. Do đó việc cấp mới trục piston là bài toán mang tính cấp bách cho doanh nghiệp.
Theo thời gian vận hành, lớp bề mặt trục piston bị suy giảm dần về độ nhẵn, xuất hiện rỗ vi mô và mất kích thước làm việc. Khi đó, hệ thống phớt làm kín không còn duy trì được áp suất ổn định, dẫn đến rò rỉ dầu, giảm hiệu suất và gây dao động trong quá trình vận hành. Vấn đề không nằm ở việc chi tiết “hỏng hoàn toàn”, mà ở chỗ trạng thái bề mặt không còn phù hợp với điều kiện làm việc ban đầu.
Cơ chế mài mòn và suy giảm bề mặt trục piston

Về mặt cơ học, bề mặt trục piston chịu đồng thời nhiều cơ chế mài mòn khác nhau. Trong điều kiện bôi trơn không hoàn hảo, ma sát biên xuất hiện tại vùng tiếp xúc giữa trục và phớt, dẫn đến hiện tượng xước mịn theo phương chuyển động. Các hạt bụi kim loại hoặc tạp chất trong dầu đóng vai trò như hạt mài, gây mài mòn dạng abrasive wear. Đồng thời, trong môi trường ẩm hoặc có hóa chất, quá trình ăn mòn điện hóa tạo ra các điểm rỗ (pitting), làm tăng độ nhám bề mặt và thúc đẩy mài mòn lan rộng.
Một yếu tố quan trọng khác là ứng suất tiếp xúc lặp lại trong chu kỳ làm việc. Dưới tác động của tải trọng biến thiên, bề mặt có thể xuất hiện vi nứt do mỏi (surface fatigue), từ đó phát triển thành các vùng bong tróc cục bộ. Khi các cơ chế này kết hợp, tốc độ suy giảm bề mặt tăng nhanh theo thời gian, đặc biệt trong các dây chuyền vận hành liên tục của ngành tôn thép.
Phun phủ nhiệt kim loại – tiếp cận phục hồi từ góc độ vật liệu bề mặt

Khác với các phương pháp phục hồi truyền thống dựa trên gia công cơ khí hoặc mạ điện, công nghệ phun phủ nhiệt kim loại tiếp cận vấn đề từ góc độ tái thiết kế lớp bề mặt làm việc.
Nguyên lý của quá trình này là nung nóng vật liệu phủ (dạng dây hoặc bột kim loại) đến trạng thái dẻo hoặc bán nóng chảy, sau đó gia tốc chúng đến tốc độ cao và phun lên bề mặt trục đã được xử lý nhám. Khi va chạm, các hạt kim loại biến dạng dẻo và bám dính cơ học – luyện kim vào nền, hình thành một lớp phủ có cấu trúc dạng lamellae đặc trưng.
Điểm quan trọng là nhiệt độ tác động lên chi tiết nền tương đối thấp so với các phương pháp hàn, do đó:
- Không làm thay đổi tổ chức kim loại của trục.
- Không phát sinh ứng suất nhiệt lớn.
- Không gây cong vênh hoặc biến dạng hình học.
Điều này đặc biệt quan trọng đối với các trục piston dài và yêu cầu độ thẳng cao trong ngành tôn thép.

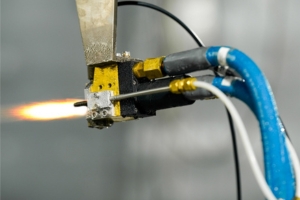
Chú thích hình: Công nghệ phun phủ kim loại HVOF
Trong các hệ thống phun phủ kim loại hiện đại, công nghệ phun phủ HVOF (High Velocity Oxy-Fuel) được xem là bước tiến vượt trội nhờ khả năng tạo ra lớp phủ có chất lượng gần như tối ưu về cơ tính và độ bền làm việc. Với vận tốc hạt phun đạt mức siêu âm gia tốc có thể đạt trên 1600m/s và nhiệt độ được kiểm soát chặt chẽ, lớp phủ HVOF có độ đặc chắc rất cao, độ xốp cực thấp và cấu trúc vi mô mịn, giúp tăng mạnh khả năng chống mài mòn, chống ăn mòn và chống xói mòn trong môi trường làm việc khắc nghiệt.
Một ưu điểm quan trọng khác của HVOF là hạn chế tối đa quá trình oxy hóa vật liệu phủ trong khi phun, nhờ thời gian hạt ở trạng thái nhiệt cao rất ngắn. Điều này đặc biệt có ý nghĩa khi sử dụng các vật liệu cao cấp như carbide (WC-Co, Cr₃C₂-NiCr), giúp đạt được tính chất cơ lý ban đầu của vật liệu, từ đó nâng cao tuổi thọ lớp phủ lên nhiều lần so với mạ điện hoặc hàn đắp truyền thống.
Bên cạnh đó, xu hướng hiện nay là tích hợp robot tự động hóa trong quá trình phun phủ, mang lại các lợi ích rõ rệt:
- Kiểm soát chính xác quỹ đạo súng phun, khoảng cách phun và góc phun.
- Đảm bảo độ đồng đều chiều dày lớp phủ trên toàn bộ chiều dài trục.
- Tăng độ lặp lại và ổn định chất lượng giữa các chi tiết.
- Giảm phụ thuộc vào tay nghề thủ công, đặc biệt với các chi tiết dài như trục piston.
Nhờ sự kết hợp giữa công nghệ HVOF và hệ thống robot, quá trình phục hồi không chỉ dừng lại ở việc “sửa chữa” mà thực chất là nâng cấp bề mặt làm việc với hiệu năng cao hơn ban đầu. Điều này đặc biệt phù hợp với các trục piston trong ngành tôn thép – nơi yêu cầu khắt khe về độ thẳng, độ cứng bề mặt và khả năng làm việc liên tục trong điều kiện tải trọng và mài mòn cao.
Xem thêm: Quy trình sản xuất Trục Piston – Metal Solutions
Kiểm soát cấu trúc lớp phủ và tính chất bề mặt trục piston

Hiệu quả của phun phủ nhiệt kim loại không chỉ nằm ở việc “đắp lại vật liệu”, mà ở khả năng kiểm soát cấu trúc lớp phủ theo yêu cầu làm việc.
Thông qua việc lựa chọn vật liệu phủ phù hợp (ví dụ: hợp kim chống mài mòn, hợp kim chống ăn mòn hoặc hệ carbide), lớp phủ có thể đạt được:
- Độ cứng cao hơn vật liệu nền.
- Khả năng chống mài mòn và chống rỗ vượt trội.
- Cấu Trúc ổn định dưới tải lặp.
Sau khi phun phủ kim loại lên bề mặt chi tiết, bề mặt được mài chính xác để đạt độ nhẵn yêu cầu (thường trong dải Ra phù hợp với hệ thống phớt). Đây là yếu tố mang tính quyết định, vì độ nhám không chỉ ảnh hưởng đến ma sát mà còn quyết định khả năng duy trì màng dầu bôi trơn.
Một lớp phủ được thiết kế đúng sẽ tạo ra trạng thái cân bằng giữa:
- Độ nhẵn để giảm mài mòn phớt.
- Độ vi nhám đủ để giữ màng dầu.
- Độ cứng để chống xước và biến dạng.
Ổn định vận hành – lợi ích thực tế trong dây chuyền tôn thép
Khi trục piston được phục hồi hoặc cấp mới bằng phun phủ nhiệt kim loại, điều được cải thiện không chỉ là kích thước mà là toàn bộ trạng thái làm việc của chi tiết.
Bề mặt ổn định giúp:
- Giảm rò rỉ dầu và duy trì áp suất hệ thống.
- Giảm dao động trong quá trình ép và cán.
- Kéo dài tuổi thọ của phớt và các chi tiết liên quan.
Trong môi trường sản xuất tôn thép, nơi dây chuyền vận hành liên tục và thời gian dừng máy có chi phí rất lớn, việc phục hồi nhanh và đảm bảo độ tin cậy lâu dài mang ý nghĩa kinh tế rõ rệt.
Góc nhìn kỹ thuật – từ sửa chữa sang tái tối ưu bề mặt
Điểm khác biệt của phun phủ nhiệt kim loại nằm ở chỗ nó không chỉ là một phương pháp sửa chữa, mà là một công cụ để tái tối ưu hóa bề mặt làm việc. Trong nhiều trường hợp, lớp phủ sau phục hồi có thể có khả năng chống mài mòn tốt hơn vật liệu ban đầu, nhờ lựa chọn hợp kim và kiểm soát cấu trúc vi mô.
Điều này đặc biệt phù hợp với xu hướng bảo trì hiện đại trong ngành công nghiệp nặng: can thiệp vào lớp bề mặt chi tiết để kéo dài vòng đời thiết bị.
Kết luận
Phục hồi & cấp mới trục piston ngành tôn thép bằng công nghệ phun phủ nhiệt kim loại là giải pháp dựa trên nguyên lý vật liệu và cơ học bề mặt, cho phép khôi phục kích thước đồng thời nâng cao khả năng làm việc của chi tiết. Với ưu điểm không gây biến dạng nhiệt, kiểm soát tốt cấu trúc lớp phủ và khả năng thích ứng với điều kiện vận hành khắc nghiệt, công nghệ này đang trở thành hướng tiếp cận hiệu quả trong bảo trì và tối ưu thiết bị công nghiệp.


Liên Hệ Tư Vấn MIỄN PHÍ Ngay