

























Đối với các dây chuyền in bao bì vận hành liên tục, đầu côn máy in là chi tiết chịu tải ma sát rất lớn nhưng lại thường bị đánh giá thấp trong hệ thống bảo trì. Đây là cụm chi tiết tham gia trực tiếp vào quá trình truyền động, định vị và ổn định chuyển động quay của cụm in. Chỉ cần bề mặt đầu côn xuất hiện sai lệch kích thước nhỏ hoặc mòn cục bộ, toàn bộ hệ thống có thể phát sinh rung động, lệch tâm hoặc mất ổn định áp lực tiếp xúc trong quá trình in tốc độ cao.
Đối với các trục lô gá màng vận hành ở vòng quay lớn, việc kiểm soát biến dạng nhiệt là điều kiện tiên quyết. Công nghệ phun phủ HVOF (High Velocity Oxygen Fuel) là giải pháp tối ưu cho phép cải thiện nâng cấp hoàn hảo bề mặt đầu côn mà không làm thay đổi cấu trúc tổ chức của kim loại nền, bảo toàn độ bền mỏi (fatigue strength) của chi tiết nhờ kiểm soát nhiệt độ phun phủ luôn dưới 150°C
Vì sao đầu côn máy in ngành bao bì xuống cấp rất nhanh?

Về bản chất cơ học bề mặt, đầu côn làm việc trong trạng thái chịu tải tổng hợp gồm ma sát trượt, áp lực tiếp xúc lặp lại và dao động rung liên tục theo chu kỳ quay tốc độ cao. Khi máy vận hành liên tục nhiều ca, vùng tiếp xúc côn bắt đầu xuất hiện hiện tượng mài mòn vi mô tại các vị trí chịu tải tập trung.
Ban đầu, mức độ mòn thường rất khó quan sát bằng mắt thường. Tuy nhiên, chỉ cần bề mặt xuất hiện sai lệch nhỏ về độ đồng tâm hoặc độ côn, tải trọng tiếp xúc sẽ không còn phân bố đều. Khi đó áp suất cục bộ tăng mạnh tại một số điểm tiếp xúc, làm tốc độ bào mòn tăng nhanh theo cấp số nhân.
Trong ngành bao bì, môi trường làm việc còn tồn tại bụi giấy, hạt mực khô và tạp chất siêu mịn. Các hạt này hoạt động như tác nhân mài mòn do hạt cứng, liên tục cắt vi mô lên bề mặt kim loại trong quá trình quay. Sau thời gian dài vận hành, bề mặt đầu côn thường xuất hiện:
- Mòn lệch tâm, mòn côn theo vùng tải trọng một chiều.
- Xước vòng bề mặt do ma sát hạt cứng (bụi giấy, mực khô).
- Rỗ mỏi vi mô, giảm độ bóng bề mặt làm việc.
- Mất độ đồng tâm trục và gia tăng biên độ rung động của cụm quay.
Đây là nguyên nhân trực tiếp làm giảm độ ổn định khi in tốc độ cao, gây sai lệch đường chạy vật liệu và ảnh hưởng đến chất lượng thành phẩm bao bì.
Vì sao công nghệ phun phủ HVOF phù hợp cho phục hồi đầu côn máy in?

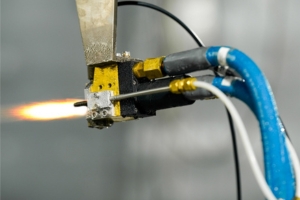
Khác với hàn đắp hoặc mạ crom truyền thống, công nghệ phun phủ tốc độ siêu thanh HVOF hoạt động bằng cách gia tốc hạt vật liệu phủ Tungsten ở vận tốc rất cao > 1.600 m/s trước khi va chạm lên bề mặt nền đã được xử lý nhám tiêu chuẩn.
Điểm quan trọng nhất của công nghệ phun phủ nhiệt này là nhiệt đầu vào thấp hơn rất nhiều so với hàn đắp. Trong quá trình phục hồi, nhiệt độ nền thường được kiểm soát dưới khoảng 150°C nhằm hạn chế tối đa nguy cơ cong vênh hoặc thay đổi cấu trúc luyện kim của chi tiết.
Đối với đầu côn máy in, đây là yêu cầu cực kỳ quan trọng vì chi tiết cần duy trì độ đồng tâm và độ chính xác hình học rất cao sau sửa chữa. Nếu sử dụng hàn đắp thông thường, ứng suất nhiệt lớn có thể gây biến dạng nhẹ nhưng đủ để phát sinh rung động khi quay ở tốc độ cao.
Lớp phun phủ HVOF tạo ra cấu trúc lớp phủ đặc chắc với độ xốp rất thấp, thường dưới 1%, đồng thời đạt độ bền bám dính cơ học rất cao. Nhờ vận tốc hạt phun lớn, lớp phủ có khả năng chống bong tróc tốt hơn đáng kể so với nhiều phương pháp phủ truyền thống.
Trong ngành bao bì, các hệ vật liệu cacbit vonfram thường được sử dụng cho đầu côn nhờ khả năng kháng mài mòn cao và duy trì độ ổn định kích thước lâu dài trong điều kiện ma sát liên tục.
Cơ chế chống mài mòn của lớp phủ cacbit vonfram
Hiệu quả của lớp phủ HVOF không đơn thuần đến từ độ cứng cao mà nằm ở cơ chế bảo vệ bề mặt trong điều kiện làm việc thực tế.
Các hạt cacbit vonfram có độ cứng rất lớn được phân bố trong nền kim loại liên kết tạo thành cấu trúc chống cắt gọt vi mô. Khi bụi giấy, tạp chất hoặc bề mặt tiếp xúc ma sát lên chi tiết, các pha cacbit này giúp hạn chế hiện tượng cày xước và bóc tách vật liệu nền.
So với mạ crom cứng truyền thống, lớp phủ HVOF có cấu trúc đặc chắc hơn và khả năng kháng nứt vi mô tốt hơn trong môi trường tải dao động liên tục. Đây là điểm rất quan trọng đối với đầu côn máy in vì chi tiết luôn chịu rung động tuần hoàn trong quá trình vận hành tốc độ cao.
Ngoài khả năng chống mài mòn, lớp phủ còn giúp duy trì độ ổn định bề mặt trong thời gian dài. Khi độ nhám và độ đồng tâm được giữ ổn định, hệ thống truyền động sẽ hoạt động êm hơn, giảm rung động và hạn chế sai lệch trong quá trình in.
Gia công hoàn thiện sau phủ quyết định chất lượng vận hành
Đối với đầu côn máy in, phun phủ chỉ là một phần của quá trình phục hồi. Yếu tố quyết định khả năng vận hành thực tế nằm ở công đoạn gia công hoàn thiện sau phủ.
Sau khi phun phủ, bề mặt phải được gia công tinh để đạt chính xác kích thước và độ đồng tâm theo yêu cầu thiết kế. Với các cụm quay tốc độ cao, sai số rất nhỏ cũng có thể tạo ra rung động lớn khi máy vận hành liên tục.
Nếu lớp phủ quá dày hoặc phân bố không đồng đều, ứng suất nội trong lớp phủ sẽ tăng mạnh, làm tăng nguy cơ bong tróc hoặc mất ổn định hình học sau thời gian sử dụng.
Kết luận
Phục hồi đầu côn máy in bằng công nghệ phun phủ HVOF tại Metal Solutions là giải pháp kỹ thuật và kinh tế thay thế hoàn hảo cho việc mua mới từ nhà sản xuất OEM nước ngoài. Không chỉ rút ngắn thời gian dừng máy từ vài tháng xuống còn vài tuần, giải pháp này còn cho phép các kỹ sư nâng cấp trực tiếp cơ tính bề mặt chi tiết ngay tại hiện trường Việt Nam.
Việc tối ưu hóa độ cứng bề mặt kết hợp kiểm soát chính xác dung sai mài tinh chính là chìa khóa giúp các nhà máy bao bì duy trì chất lượng in đồng đều, bảo vệ hệ thống truyền động và tối đa hóa hiệu suất vận hành của toàn bộ dây chuyền sản xuất.


Liên Hệ Tư Vấn MIỄN PHÍ Ngay